



管道無損檢測缺陷致因分析案例的啟示
來源:《管道保護》雜志 作者:王海濤;李仕力;張智;黃輝;王俊強;羅艷龍 時間:2020-2-4 閱讀:
王海濤1,2 李仕力1,2 張智1 黃輝1 王俊強1,2 羅艷龍1,2
1.中國特種設備檢測研究院; 2.國家市場監(jiān)管總局油氣管道工程技術研究中心
摘要:介紹了某管道檢測過程中發(fā)現(xiàn)缺陷的致因分析案例。射線和超聲檢測方法對缺陷復驗的結(jié)論差別較大時,取樣對該缺陷進行了致因分析,發(fā)現(xiàn)該缺陷由補焊產(chǎn)生,且判斷原損傷位置在補焊前即存在銅污染,并確定熱影響區(qū)的裂紋在服役過程中未發(fā)生擴展。缺陷致因分析為該隱患的排查治理提供了方向,減少了經(jīng)濟損失,也有利于管道元件制造或安裝企業(yè)等相關方查找原因,做好質(zhì)量控制。
關鍵詞:檢驗檢測;管道;致因分析;銅污染
壓力管道安裝檢驗和定期檢驗中都需要采用無損檢測技術對管道本體損傷和焊縫缺陷進行檢測。由于各種無損檢測方法的原理、設備等帶來的局限性,往往需要通過多種檢測方法的結(jié)果比較,對發(fā)現(xiàn)的缺陷進行定性判斷。某管徑為813 mm、壁厚為14.4 mm、材質(zhì)為L485M的管道在漏磁內(nèi)檢測時發(fā)現(xiàn)一處管道本體存在32%的金屬損失,開挖后對該缺陷采用超聲檢測、相控陣檢測、射線檢測等無損檢測技術進行驗證。超聲波檢測結(jié)果顯示該處12.5 mm深度存在長約20 mm的管道本體內(nèi)部夾層,缺陷自身高度約2 mm;超聲相控陣檢測結(jié)果顯示該處10~12 mm深度存在長約20 mm的細小夾層;但射線檢測結(jié)果判斷該處為長度25 mm的裂紋。超聲和射線檢測對缺陷的判定結(jié)果差別較大,無法確定缺陷類型,必須取樣對缺陷部位進行解剖和致因分析。
1 材料和試驗

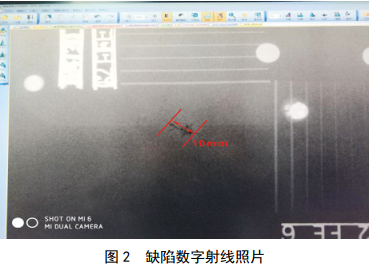
對存在缺陷的管段現(xiàn)場換管取樣,所切取樣品如圖 1所示。對缺陷位置進行數(shù)字射線檢測復核,如圖 2所示,檢測人員根據(jù)射線照片,判斷缺陷為裂紋的可能性較大。
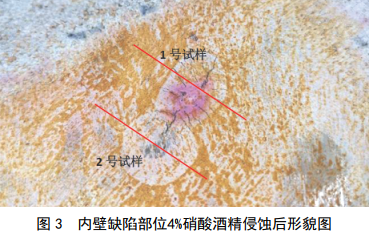
對樣品內(nèi)壁打磨后用4%硝酸酒精對該缺陷位置進行侵蝕,內(nèi)壁缺陷部位顯示出兩處呈圓形且與管體母材明顯區(qū)分的區(qū)域,如圖 3所示,在兩處圓形缺陷位置切取金相樣品,進行截面金相、電鏡顯微組織觀察。
2 試驗結(jié)果分析
2.1 顯微組織觀察
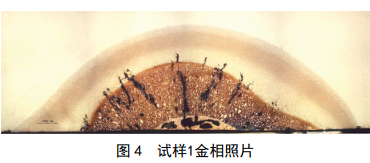
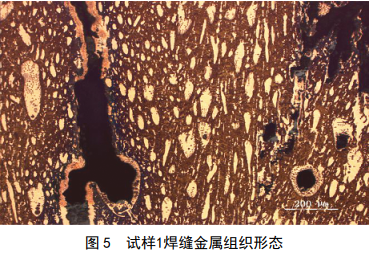
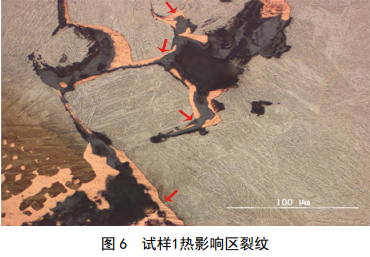
試樣經(jīng)過鑲嵌、研磨和拋光, 4%硝酸酒精侵蝕后,在金相顯微鏡下觀察,試樣 1宏觀可見明顯焊接特征區(qū)域——焊縫區(qū)和熱影響區(qū),如圖 4所示。焊縫區(qū)內(nèi)存在大量焊接缺陷和裂紋,組織形態(tài)如圖 5所示,焊縫區(qū)裂紋為沿柱狀晶方向開裂的結(jié)晶裂紋。在熱影響區(qū)也存在沿晶裂紋,且在晶界處發(fā)現(xiàn)黃色物質(zhì),如圖 6中箭頭所指,同時在裂紋內(nèi)有灰色氧化物存在。
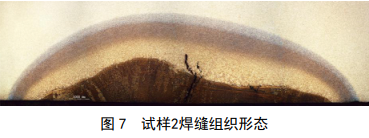
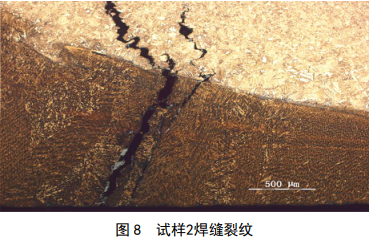
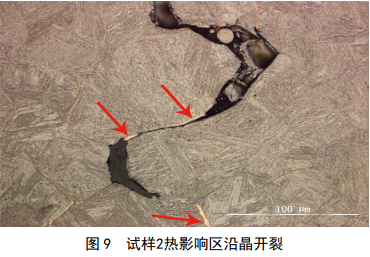
試樣 2組織形態(tài)如圖 7所示,在焊縫區(qū)存在沿柱狀晶方向開裂的裂紋,沒有發(fā)現(xiàn)其它焊接缺陷,如圖 8所示。在熱影響區(qū)同樣存在沿晶裂紋,裂紋內(nèi)有灰色氧化物和黃色物質(zhì),如圖 9中箭頭所示。
2.2 電鏡能譜分析
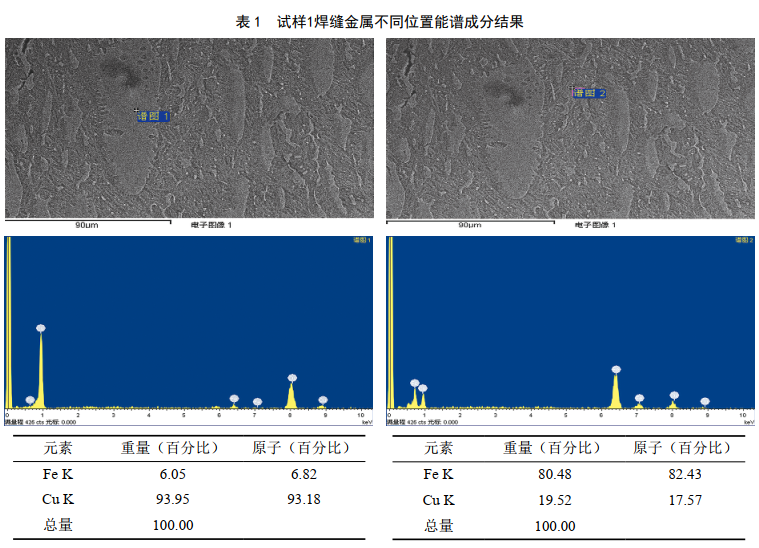
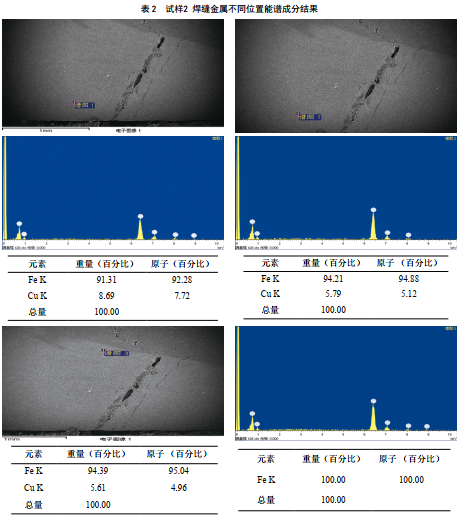
為了確定焊縫區(qū)及熱影響區(qū)晶界分布的黃色物質(zhì)成分,在掃描電鏡下對其進行能譜分析。試樣 1焊縫金屬不同區(qū)域能譜分析結(jié)果見表 1,其中白色區(qū)域的Cu含量很高(重量百分比達到93.95%),灰色區(qū)域的Cu含量為19.52%,不同相的含Cu量差別較大。試樣2焊縫金屬中不同相成分分析結(jié)果見表 2,其焊縫金屬中也含有一定量Cu,但各微區(qū)Cu含量的差別不大,分別為8.69%、 5.79%和5.61%,比試樣 1焊縫中Cu含量少。熱影響區(qū)裂紋中的黃色物質(zhì)全部為Cu,灰色物質(zhì)為Fe的氧化物。
2.3 缺陷致因分析
送檢管段內(nèi)壁經(jīng)磁粉檢測發(fā)現(xiàn)近表面存在長度約20 mm的主裂紋,且存在多條與主裂紋成一定角度的微裂紋。用4%硝酸酒精對缺陷部位進行侵蝕后,缺陷位置出現(xiàn)兩處呈圓形且與管體母材明顯區(qū)分的區(qū)域,直徑約10 mm。金相及掃描電鏡分析發(fā)現(xiàn),缺陷位置存在明顯的焊縫區(qū)和熱影響區(qū),可以判斷該位置進行過管體補焊。
在焊縫區(qū)存在主裂紋及與主裂紋成一定角度的微裂紋,這主要與焊縫金屬凝固過程中液體金屬不能及時充填收縮位置以及低熔點金屬Cu引起的結(jié)晶裂紋兩方面原因有關,造成焊縫區(qū)存在大量的縮孔、裂紋等焊接缺陷。補焊過程中在熱影響區(qū)也產(chǎn)生了沿晶裂紋,低熔點Cu受熱液化滲入了熱影響區(qū)裂紋內(nèi)部,在裂紋內(nèi)部殘存大量滲入的Cu元素。
熱影響區(qū)的裂紋中均發(fā)現(xiàn)有Cu滲入,并有較多的高溫氧化產(chǎn)物,說明焊縫及熱影響區(qū)的裂紋均為焊接過程中產(chǎn)生,在服役過程中并未發(fā)生擴展。該分析結(jié)果降低了業(yè)主對目前存在相似問題的管段能夠繼續(xù)安全服役的擔憂。
由于試樣 1和試樣 2中的Cu元素含量差異較大,判斷原損傷位置在補焊前即存在銅污染,在管體內(nèi)表面缺陷未清理或者清理不徹底的情況下進行了管體補焊。基于該結(jié)論對管道制造安裝過程中可能造成銅污染的環(huán)節(jié)進行了調(diào)查取證,核實了主要的責任方,承擔了該管道換管及停運等給管道運營企業(yè)造成的經(jīng)濟損失。
3 結(jié)語
壓力管道檢驗檢測過程中遇到多種無損檢測方法的驗證結(jié)果不一致時,對缺陷性質(zhì)的判斷更應該慎重,尤其當兩種檢測方法對缺陷性質(zhì)的判斷差別較大時,應采取措施進一步分析。
在實際工作中,往往由于檢驗周期短、復產(chǎn)壓力大等原因,業(yè)主都希望盡快對缺陷性質(zhì)作出判斷,提出處理意見,檢驗人員如果草率下結(jié)論可能會掩蓋缺陷的實際情況和真正致因。缺陷致因分析工作應該得到檢驗人員和管道運營企業(yè)的充分重視,查找失效原因可以預防類似事件的發(fā)生,為該隱患的排查治理提供方向,達到事半功倍的效果。同時,查明缺陷致因可以確認相關責任方,承擔一定的經(jīng)濟損失,也有利于管道元件制造或安裝企業(yè)等相關方查找原因,做好質(zhì)量控制。
基金項目:管廊高危管道及防護系統(tǒng)在線檢測監(jiān)測技術研究( 2017YFC0805005)。
作者:王海濤, 1982年生,博士,高級工程師,主要從事壓力管道檢測評價、失效分析等相關技術研究。
上篇:
下篇:
 甘公網(wǎng)安備 62010202003034號
甘公網(wǎng)安備 62010202003034號 
