



天然氣管道無(wú)損檢測(cè)技術(shù)選用分析
來(lái)源:《管道保護(hù)》雜志 作者:馬強(qiáng) 時(shí)間:2020-9-17 閱讀:
馬強(qiáng)
中國(guó)石油天然氣管道工程有限公司上海分公司
摘 要:無(wú)損檢測(cè)是天然氣管道焊接質(zhì)量控制中非常重要的環(huán)節(jié)和措施。常規(guī)無(wú)損檢測(cè)包括射線檢測(cè)、超聲檢測(cè)、磁粉檢測(cè)、滲透檢測(cè)等。介紹了常用無(wú)損檢測(cè)技術(shù)原理及選用原則,列舉了國(guó)內(nèi)外管道工程無(wú)損檢測(cè)技術(shù)應(yīng)用現(xiàn)狀,指出無(wú)損檢測(cè)技術(shù)未來(lái)發(fā)展趨勢(shì)。
關(guān)鍵詞:天然氣管道;焊縫質(zhì)量;無(wú)損檢測(cè)
天然氣管道焊接質(zhì)量問(wèn)題主要有應(yīng)力腐蝕裂紋以及疲勞裂紋、氣孔、未熔合、未焊透等缺陷,直接影響天然氣管道安全運(yùn)行和使用年限。無(wú)損檢測(cè)是焊接質(zhì)量控制中非常重要的環(huán)節(jié)和措施,針對(duì)不同類型的質(zhì)量缺陷,需結(jié)合工程實(shí)際,選擇相對(duì)應(yīng)的檢測(cè)方法。
1 無(wú)損檢測(cè)技術(shù)概述
無(wú)損檢測(cè)(Nondestructive Testing, NDT),是利用聲、光、磁、電等特性,在不損害或不影響被檢對(duì)象使用性能的前提下,檢測(cè)被檢對(duì)象中是否存在缺陷或不均勻性,給出缺陷的大小、位置、性質(zhì)和數(shù)量等信息,進(jìn)而判定被檢對(duì)象所處技術(shù)狀態(tài)(如合格與否、剩余壽命等)的所有技術(shù)手段的總稱。
無(wú)損檢測(cè)技術(shù)用于管道焊縫檢測(cè)的特點(diǎn):①不會(huì)對(duì)管道造成任何損傷,為查找焊接質(zhì)量缺陷提供了一種有效方法;②能全面檢測(cè)所有焊縫;③對(duì)焊縫質(zhì)量實(shí)施全程監(jiān)控;④能夠防止因管道焊接失效引起的災(zāi)難性后果,安全可靠;⑤應(yīng)用范圍廣泛[1]。
無(wú)損檢測(cè)分為常規(guī)檢測(cè)技術(shù):超聲檢測(cè)、射線檢測(cè)、磁粉檢測(cè)、滲透檢驗(yàn)等;非常規(guī)檢測(cè)技術(shù):聲發(fā)射檢測(cè)、紅外檢測(cè)、激光全息檢測(cè)等。
2 常用無(wú)損檢測(cè)技術(shù)
2.1 射線檢測(cè)技術(shù)
射線檢測(cè)基本原理是:利用射線(X射線、γ射線和中子射線)在介質(zhì)中傳播時(shí)的衰減特性,當(dāng)將強(qiáng)度均勻的射線從被檢件的一面注入其中時(shí),由于缺陷與被檢件基體材料對(duì)射線的衰減特性不同,透過(guò)被檢件后的射線強(qiáng)度將會(huì)不均勻,用膠片照相、熒光屏直接觀測(cè)等方法在其對(duì)面檢測(cè)透過(guò)被檢件后的射線強(qiáng)度,即可判斷被檢件表面或內(nèi)部是否存在缺陷。射線檢測(cè)技術(shù)包括:射線檢測(cè)(Radiographic Testing,RT)底片掃描技術(shù)、計(jì)算機(jī)射線成像(computedradiography, CR)技術(shù)、射線數(shù)字成像(DigitalRadiography, DR)技術(shù)。 RT底片掃描技術(shù)為常規(guī)技術(shù);射線CR技術(shù)為數(shù)字化過(guò)渡技術(shù),介于常規(guī)RT和DR之間;射線DR技術(shù)為數(shù)字化技術(shù),是射線檢測(cè)技術(shù)的發(fā)展方向,目前在推廣,尚不能取代RT。
天然氣管道射線檢測(cè)常用射線照相法,即用X射線或γ射線穿透試件,以膠片作為記錄信息的無(wú)損檢測(cè)方法。如圖 1所示。
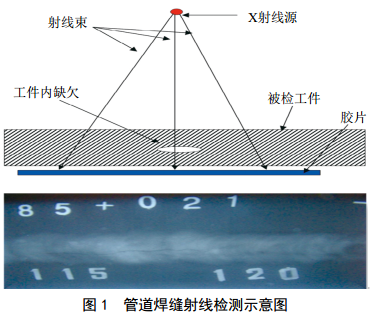
射線檢測(cè)可以檢測(cè)出天然氣管道焊接接口中的未焊透、氣孔、裂紋以及未熔合等缺陷,以及夾渣、縮孔等。優(yōu)點(diǎn)是通用能力強(qiáng)、穩(wěn)定性強(qiáng)、靈敏度高、運(yùn)用廣泛,缺點(diǎn)是具有輻射、對(duì)身體健康危害大,費(fèi)時(shí)且成本較高,很難檢測(cè)出厚鍛件與管材中存在的缺陷、 T型接頭以及焊接接頭細(xì)小裂紋缺陷等。
判斷天然氣管道焊縫檢測(cè)位置是否可以運(yùn)用射線檢測(cè)需要遵循以下原則:首先分析缺陷產(chǎn)生情況是否有利于射線穿透;其次看有無(wú)透照的環(huán)境與空間。天然氣管道如果沒(méi)有支撐架結(jié)構(gòu)件,其環(huán)向焊縫都可以運(yùn)用射線檢測(cè)方法進(jìn)行檢測(cè)。需要注意射線會(huì)對(duì)人體產(chǎn)生一定的生物效應(yīng),檢測(cè)過(guò)程中檢測(cè)人員需要做好防護(hù),同時(shí)還需要在周邊進(jìn)行標(biāo)識(shí)、警戒[2]。
2.2 超聲檢測(cè)技術(shù)
超聲檢測(cè)的基本原理是:利用超聲波在界面(聲阻抗不同的兩種介質(zhì)的結(jié)合面)產(chǎn)生的反射和折射以及超聲波在介質(zhì)中傳播過(guò)程中的衰減特性,由發(fā)射探頭向被檢件發(fā)射超聲波,由接收探頭接收從界面(缺陷或本底)處反射回來(lái)超聲波(反射法)或透過(guò)被檢件后的透射波(透射法),以此檢測(cè)備件部件是否存在缺陷,并對(duì)缺陷進(jìn)行定位、定性和定量。超聲檢測(cè)技術(shù)可以檢測(cè)出天然氣管道原材料與零部件、焊接接口存在的缺陷,同時(shí)其具有較強(qiáng)的穿透力。
超聲檢測(cè)技術(shù)包括:手工超聲波(UT)檢測(cè)技術(shù)、全自動(dòng)超聲波(AUT)檢測(cè)技術(shù)、相控陣超聲波(PAUT)檢測(cè)技術(shù)。手工UT檢測(cè)技術(shù)為常規(guī)技術(shù); AUT為數(shù)字化超聲波檢測(cè)技術(shù),適用于自動(dòng)焊;PAUT為數(shù)字化相控陣超聲檢測(cè)技術(shù),是超聲檢測(cè)技術(shù)發(fā)展方向,介于UT與AUT之間,是AUT的有效補(bǔ)充,未來(lái)可能替代UT。
(1) UT檢測(cè)。利用超聲波通過(guò)兩種介質(zhì)界面時(shí)發(fā)生反射和折射的特性來(lái)探測(cè)產(chǎn)品內(nèi)部缺陷。采用一定的方式使聲源產(chǎn)生的超聲波進(jìn)入工件;超聲波在試件中傳播并與試件材料以及其中的缺陷相互作用,使其傳播方向或特征被改變;改變后的超聲波通過(guò)檢測(cè)設(shè)備被接收,并對(duì)其進(jìn)行處理和分析;根據(jù)接收的超聲波特征,評(píng)估工件本身及其內(nèi)部是否存在缺陷及缺陷的特性。
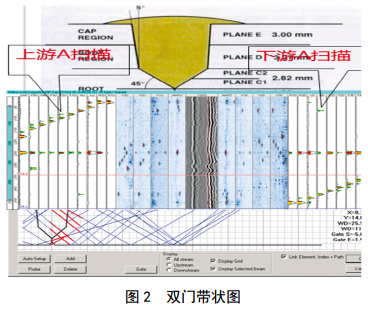
(2) AUT檢測(cè)。采用相控陣技術(shù),只使用一對(duì)相控陣探頭(一般為60陣列,相當(dāng)于60個(gè)常規(guī)探頭),完成A掃描、 B掃描、 TOFD(超聲波衍射時(shí)差法)及聲耦合顯示缺陷方法。其中, A掃描,負(fù)責(zé)檢測(cè)焊縫坡口面上的面積型缺陷; B 掃描,負(fù)責(zé)檢測(cè)焊縫體積型缺欠; TOFD掃描負(fù)責(zé)檢測(cè)盲區(qū)的缺陷。管道檢測(cè)雙門帶狀圖如圖 2所示[3]。
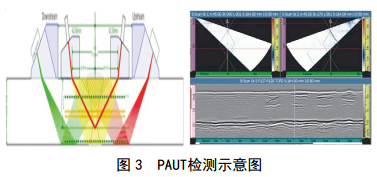
(3) PAUT檢測(cè)。使用微型探頭陣列產(chǎn)生超聲波束,通過(guò)建立聚焦規(guī)則使電子裝置控制每個(gè)陣列單元的發(fā)射和接收時(shí)間,從而產(chǎn)生出多個(gè)超聲波束,通過(guò)控制陣列的激發(fā)和接收時(shí)間,控制波束角度、聚焦深度、聚焦尺寸等,實(shí)現(xiàn)工件的快速掃描成像,如圖 3所示。
超聲檢測(cè)技術(shù)具有成本低、設(shè)備輕便、操作安全等優(yōu)點(diǎn),在天然氣管道焊縫檢測(cè)中的局限性:比較難檢測(cè)出粗晶材料焊縫中存在的問(wèn)題、檢測(cè)存在盲區(qū)、缺陷定性還有待深入研究等。
3 無(wú)損檢測(cè)技術(shù)應(yīng)用及選用原則
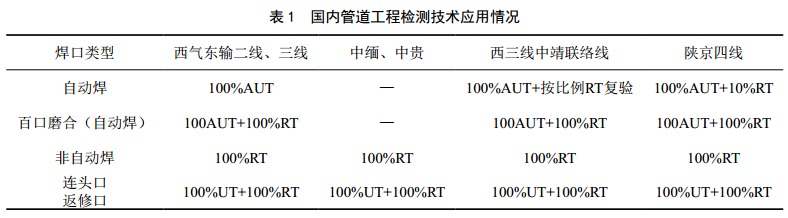
3.1 國(guó)內(nèi)管道工程檢測(cè)技術(shù)應(yīng)用情況(表 1)
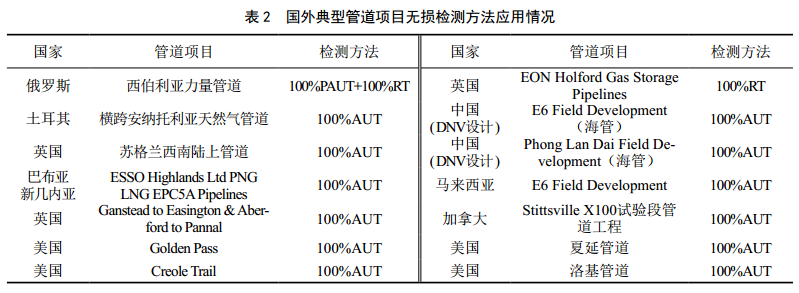
3.2 國(guó)外典型管道項(xiàng)目無(wú)損檢測(cè)方法應(yīng)用情況(表 2)
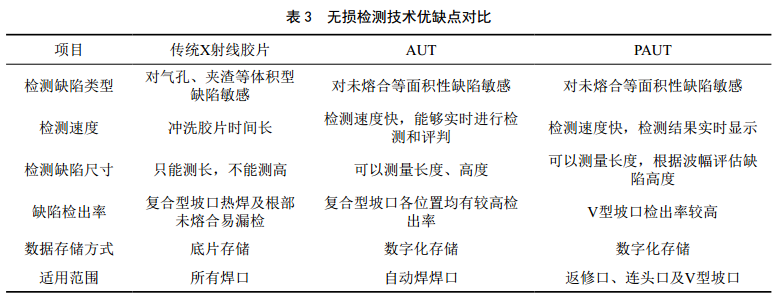
3.3 無(wú)損檢測(cè)技術(shù)優(yōu)缺點(diǎn)(表 3)
3.4 無(wú)損檢測(cè)技術(shù)選用原則
(1)合規(guī)性為首要。對(duì)于不同地段、不同環(huán)焊縫類型采用的檢測(cè)技術(shù)和檢測(cè)比例,以及驗(yàn)收標(biāo)準(zhǔn)必須滿足所采用的管道設(shè)計(jì)規(guī)范或施工規(guī)范。
(2)技術(shù)適宜、經(jīng)濟(jì)合理。不同的焊接工藝易產(chǎn)生的危害性缺陷類型不同,為檢出危害性缺陷,應(yīng)針對(duì)不同的焊接工藝選取最為適宜的檢測(cè)技術(shù)。不同的檢測(cè)技術(shù)發(fā)現(xiàn)缺陷的能力不同,規(guī)范允許的缺陷存在并不會(huì)導(dǎo)致焊縫失效,而且不必要的過(guò)度返修對(duì)工程有害無(wú)利。
(3)常規(guī)的RT檢測(cè)底片不便保管、容易丟失,手工UT檢測(cè)數(shù)據(jù)無(wú)法存儲(chǔ),均不利于管道的完整性管理,技術(shù)成熟前提下,應(yīng)盡量采用數(shù)字化無(wú)損檢測(cè)技術(shù),這也符合數(shù)字化管道建設(shè)要求。
4 無(wú)損檢測(cè)技術(shù)發(fā)展趨勢(shì)
智能技術(shù)與信息技術(shù)的發(fā)展使無(wú)損檢測(cè)技術(shù)變得簡(jiǎn)單好用,但還要在原有技術(shù)上進(jìn)行創(chuàng)新,積極探索綠色環(huán)保技術(shù)。無(wú)損檢測(cè)儀器廠家必須具備精品意識(shí),以高端產(chǎn)品制造為主導(dǎo)。當(dāng)前面臨的主要問(wèn)題是檢測(cè)儀器研發(fā)力度較弱,多是一些重復(fù)產(chǎn)品,與世界 發(fā)達(dá)國(guó)家相比,始終處在落后狀態(tài)。天然氣管道在未來(lái)仍然呈現(xiàn)蓬勃發(fā)展態(tài)勢(shì),因此不僅需要做好無(wú)損檢測(cè)技術(shù)研究工作,還需要加強(qiáng)儀器設(shè)備研究的針對(duì)性,尤其內(nèi)部結(jié)構(gòu)與部件還需要深入研究。
參考文獻(xiàn):
[1] 梁海濱.新無(wú)損檢測(cè)技術(shù)在長(zhǎng)輸管道工程的應(yīng)用及發(fā)展趨勢(shì)[J].廣東科技, 2012, 21(5): 196-197.
[2] 劉玉杰,董慶鋒.天然氣長(zhǎng)輸管道焊接質(zhì)量無(wú)損檢測(cè)管理探析[J]. 石油工業(yè)技術(shù)監(jiān)督, 2017,33(5): 20-23.
[3] 熊二劍,寧孝文,馮存棟,梁海濱.標(biāo)準(zhǔn)GB/T 50818-2013與ISO 13847: 2013附錄G中關(guān)于長(zhǎng)輸管線AUT檢測(cè)標(biāo)準(zhǔn)的對(duì)比[J].無(wú)損檢測(cè), 2018, 40(1):78-81.

作者簡(jiǎn)介:馬強(qiáng), 1983年生,管道設(shè)計(jì)工程師,中石油管道局設(shè)計(jì)院批準(zhǔn)任職設(shè)計(jì)人、校對(duì)人、專業(yè)負(fù)責(zé)人、審核人及項(xiàng)目設(shè)計(jì)經(jīng)理(二級(jí))。聯(lián)系方式: 13775662117,304247220@qq.com。
上篇:
下篇:
 甘公網(wǎng)安備 62010202003034號(hào)
甘公網(wǎng)安備 62010202003034號(hào) 
