



山區(qū)管道環(huán)焊縫排查方法與數(shù)據(jù)分析
來(lái)源:《管道保護(hù)》雜志 作者:丁昱;侯浩;軒恒 時(shí)間:2021-1-19 閱讀:
丁昱 侯浩 軒恒
國(guó)家管網(wǎng)集團(tuán)西南管道公司
摘 要:在管道環(huán)焊縫排查治理工作中,盡可能精確地篩選出缺陷焊縫,可以有效降低成本。以中緬天然氣管道(國(guó)內(nèi)段)干線為例,對(duì)環(huán)焊縫排查方法及開(kāi)挖驗(yàn)證結(jié)果進(jìn)行對(duì)比分析,探討提升同類山區(qū)管道環(huán)焊縫缺陷排查準(zhǔn)確率的方法。
關(guān)鍵詞:山區(qū)管道;環(huán)焊縫;開(kāi)挖驗(yàn)證;底片;內(nèi)檢測(cè);不等壁厚
近年來(lái),高強(qiáng)度鋼管道的環(huán)焊縫質(zhì)量問(wèn)題日益凸顯[1]。以中緬天然氣管道(國(guó)內(nèi)段)干線(以下簡(jiǎn)稱中緬天然氣管道)為例,目前已開(kāi)挖驗(yàn)證近萬(wàn)道環(huán)焊縫,平均不合格率約11%。為了盡可能精確篩選出缺陷焊縫,降低環(huán)焊縫排查治理成本,以平均不合格率為基準(zhǔn),對(duì)比各類評(píng)價(jià)方法在實(shí)際開(kāi)挖驗(yàn)證中的缺陷發(fā)生概率,從排查方法及開(kāi)挖驗(yàn)證結(jié)果和影響因素兩個(gè)方面驗(yàn)證各類評(píng)價(jià)效果,探討精確選口的方法。
1 排查方法及開(kāi)挖驗(yàn)證結(jié)果
1.1 底片復(fù)評(píng)
底片復(fù)評(píng)是通過(guò)排查管道建設(shè)期的射線無(wú)損檢測(cè)底片,以發(fā)現(xiàn)焊縫質(zhì)量“存疑點(diǎn)”。依據(jù)管道制管焊縫組對(duì)間距不符合(GB 50369―2014《油氣長(zhǎng)輸管道工程施工及驗(yàn)收規(guī)范》第10.2.2條)、原片不合格但未見(jiàn)返修合格底片、像質(zhì)計(jì)絲號(hào)識(shí)別不符合標(biāo)準(zhǔn)要求等篩查原則,對(duì)管道建設(shè)期的所有環(huán)焊縫的射線底片復(fù)核,評(píng)定出底片復(fù)核存疑焊口。經(jīng)過(guò)開(kāi)挖驗(yàn)證,發(fā)現(xiàn)底片存疑焊口的不合格率高達(dá)55.94%,裂紋口占比也達(dá)到7.43%。可見(jiàn)底片存疑焊口實(shí)際出現(xiàn)缺陷的概率極高,建議將底片存疑焊口作為環(huán)焊縫排查的首選目標(biāo)焊口。
1.2 風(fēng)險(xiǎn)評(píng)價(jià)
中緬天然氣管道環(huán)焊縫風(fēng)險(xiǎn)評(píng)價(jià)采用半定量方法(圖 1),將影響管道環(huán)焊縫可靠性的13個(gè)指標(biāo)分為環(huán)焊縫缺陷、載荷、材料性能和施工管理四類,并分析各個(gè)指標(biāo)之間的邏輯關(guān)系,對(duì)每個(gè)指標(biāo)進(jìn)行賦值評(píng)分,綜合評(píng)價(jià)其引起管道泄漏的可能性;對(duì)于高后果區(qū)內(nèi)的環(huán)焊縫,以不同的安全系數(shù)來(lái)表示泄漏事故后果的嚴(yán)重程度,將上述分值與安全系數(shù)相乘,最終得到管道沿線的風(fēng)險(xiǎn)大小。
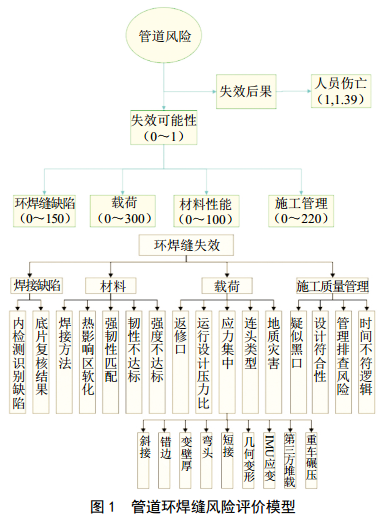
根據(jù)風(fēng)險(xiǎn)評(píng)價(jià)計(jì)算結(jié)果確定環(huán)焊縫的風(fēng)險(xiǎn)等級(jí),并參照GB 32167―2015《油氣輸送管道完整性管理規(guī)范》的風(fēng)險(xiǎn)矩陣將中緬天然氣管道環(huán)焊縫風(fēng)險(xiǎn)分為低級(jí)、中級(jí)、較高級(jí)、高級(jí)四個(gè)等級(jí)。經(jīng)過(guò)對(duì)風(fēng)險(xiǎn)評(píng)價(jià)較高級(jí)以上環(huán)焊縫開(kāi)挖驗(yàn)證,發(fā)現(xiàn)不合格環(huán)焊縫占比18.79%,裂紋口占比1.11%,其中高風(fēng)險(xiǎn)不合格焊口占比達(dá)到20.47%,不合格率約為平均值2倍,說(shuō)明風(fēng)險(xiǎn)評(píng)價(jià)具有一定的科學(xué)性。
1.3 完整性評(píng)價(jià)
根據(jù)國(guó)內(nèi)外主要評(píng)價(jià)方法BS 7910:2013《Guide to methods for assessing the acceptability of flaws in metallic structures》、GB/T 19624―2004《在用含缺陷壓力容器安全評(píng)定》等,將缺陷劃分為體積型缺陷和平面型缺陷兩大類,分別包括圓形缺欠(點(diǎn)狀氣孔、點(diǎn)狀?yuàn)A渣)、內(nèi)凹、燒穿等;裂紋、未熔合、未焊透、咬邊、條形缺欠(條形氣孔、條形夾渣)。
根據(jù)評(píng)價(jià)結(jié)果,體積型缺陷對(duì)結(jié)構(gòu)完整性影響較小,在載荷取1.39安全系數(shù)的情況下,10 MPa工況下評(píng)價(jià)所有體積型缺陷均可通過(guò)。而平面型缺陷對(duì)結(jié)構(gòu)完整性影響較大,在各種工況下評(píng)價(jià)均有部分平面型缺陷被評(píng)價(jià)為完整性不可接受焊口。通過(guò)對(duì)完整性評(píng)價(jià)不可接受環(huán)焊縫開(kāi)挖驗(yàn)證,發(fā)現(xiàn)此類環(huán)焊縫不合格率高達(dá)43.06%,裂紋占比也高達(dá)5.670%。根據(jù)完整性評(píng)價(jià)結(jié)論排查的不合格焊口和裂紋口的準(zhǔn)確性很高,可見(jiàn)對(duì)環(huán)焊縫開(kāi)展完整性評(píng)價(jià)的重要性和必要性。
1.4 內(nèi)檢測(cè)異常
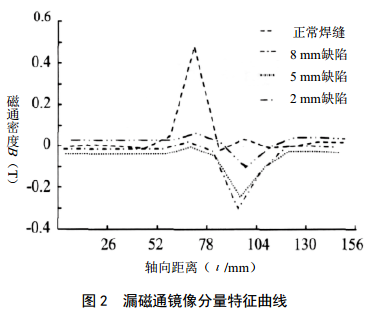
利用管輸介質(zhì)驅(qū)動(dòng)檢測(cè)器在管道內(nèi)運(yùn)行,實(shí)時(shí)檢測(cè)和記錄管道的變形、腐蝕等損傷情況(圖 2),可事先發(fā)現(xiàn)各種缺陷和損傷。內(nèi)檢測(cè)數(shù)據(jù)經(jīng)過(guò)數(shù)據(jù)對(duì)齊后,即可實(shí)現(xiàn)建管數(shù)據(jù)與內(nèi)檢測(cè)數(shù)據(jù)一一對(duì)應(yīng),找出風(fēng)險(xiǎn)環(huán)焊縫在內(nèi)檢測(cè)數(shù)據(jù)中相對(duì)應(yīng)的具體位置[2]。同時(shí),結(jié)合建設(shè)期資料也可梳理出疑似黑口的“三無(wú)”環(huán)焊縫。
結(jié)合中緬天然氣管道內(nèi)檢測(cè)數(shù)據(jù)對(duì)齊成果,對(duì)發(fā)現(xiàn)的較嚴(yán)重及以上異常環(huán)焊縫組織開(kāi)挖驗(yàn)證,發(fā)現(xiàn)不合格焊口占比達(dá)到24.61%,裂紋口率為2.36%,不合格率約為平均值的2.5倍,說(shuō)明內(nèi)檢測(cè)數(shù)據(jù)也具有一定的參考價(jià)值。
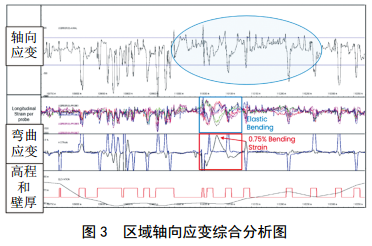
隨著內(nèi)檢測(cè)技術(shù)發(fā)展,軸向應(yīng)變檢測(cè)功能也逐步普及,檢測(cè)器上還可加入IMU模塊定位管道坐標(biāo)。日后的開(kāi)挖驗(yàn)證選口可以根據(jù)檢測(cè)結(jié)果劃定的軸向應(yīng)變和彎曲應(yīng)變集中區(qū)域(圖 3),組織對(duì)應(yīng)力較大的環(huán)焊縫開(kāi)挖驗(yàn)證;也可以根據(jù)IMU數(shù)據(jù)與竣工中心線數(shù)據(jù)進(jìn)行對(duì)比分析和確定管道位移變化情況,進(jìn)一步驗(yàn)證軸向應(yīng)變內(nèi)檢測(cè)結(jié)果的準(zhǔn)確性。
2 影響因素分析
2.1 空間分布
對(duì)開(kāi)挖驗(yàn)證發(fā)現(xiàn)的不合格環(huán)焊縫、裂紋焊縫在管道上分閥室區(qū)段、分施工機(jī)組進(jìn)行空間排布,尋找缺陷環(huán)焊縫的分布規(guī)律。
通過(guò)對(duì)不合格環(huán)焊縫、裂紋焊縫復(fù)拍底片和外部環(huán)境分析,發(fā)現(xiàn)不合格環(huán)焊縫的閥室區(qū)間多位于黃土易塌陷土質(zhì)或多山區(qū)帶,地形復(fù)雜,管道容易受力;或者集中在某施工單位個(gè)別機(jī)組。管道強(qiáng)力組對(duì)的組對(duì)應(yīng)力、土體位移導(dǎo)致管道所受拉應(yīng)力、管道連續(xù)起伏所受拉力、焊口處打磨或補(bǔ)焊造成焊縫薄弱等。
2.2 不等壁厚焊口、彎頭
不等壁厚(大錯(cuò)邊量)處的環(huán)焊縫往往存在焊口單面焊雙面成型難度大、幾何形狀突變易引起應(yīng)力集中等,該環(huán)焊縫在焊根處由于壁厚過(guò)渡引起截面形狀的突變,在外力作用時(shí)很容易產(chǎn)生應(yīng)力集中[3],引發(fā)環(huán)焊縫開(kāi)裂或斷裂。而彎頭處的環(huán)焊縫失效往往與不等壁厚焊口及彎頭的母材有關(guān),特別是連續(xù)彎曲處也易造成應(yīng)力集中,此類環(huán)焊縫發(fā)生脆性斷裂從而引發(fā)延遲裂紋的可能性高于其他類型環(huán)焊縫。中緬天然氣管道通過(guò)開(kāi)挖驗(yàn)證,熱煨彎頭口的不合格焊口占比13.55%,裂紋口占比1.16%,變壁厚焊口不合格焊口占比12.93%,裂紋口率0.74%。彎頭變壁處環(huán)焊縫出現(xiàn)缺陷的幾率要高于平均不合格率。
2.3 焊接工藝、焊口類型
從焊接類型上分析,手工焊的不合格焊口比率最高,為25%;焊條電弧焊次之,為15.28%。從焊口類型上看,彎管+返修口焊口類型的不合格比率最高,為45%,其次返修口、彎管+死口、彎管變壁厚口+返修口,這4種焊口類型的不合格比率均在20%~25%之間,剩余焊口類型不合格比率皆在20%以下。
3 規(guī)律總結(jié)
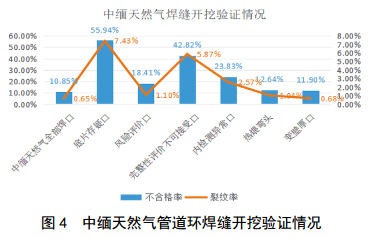
結(jié)合往年對(duì)中緬天然氣管道環(huán)焊縫開(kāi)挖驗(yàn)證實(shí)際情況(圖 4),從篩查和評(píng)價(jià)方面可印證出底片存疑口(不合格率51.39%,裂紋率0.375%)、內(nèi)檢測(cè)異常焊口(不合格率24.61%,裂紋率0.236%)出現(xiàn)缺陷焊口或者裂紋焊口的幾率較高。環(huán)焊縫風(fēng)險(xiǎn)評(píng)價(jià)(不合格率18.79%,裂紋率0.111%)以及在此基礎(chǔ)上進(jìn)行的完整性評(píng)價(jià)(不合格率43%,裂紋率0.567%)均具有一定科學(xué)性,對(duì)查找不合格焊口和裂紋口較為準(zhǔn)確。客觀上論證了底片復(fù)核、風(fēng)險(xiǎn)評(píng)價(jià)、完整性評(píng)價(jià)、管道內(nèi)檢測(cè)結(jié)論可以作為環(huán)焊縫開(kāi)挖驗(yàn)證選口的重要依據(jù)。
從焊口類型上分析環(huán)焊縫冷彎、熱煨、不等壁厚的特殊焊口出現(xiàn)缺陷的幾率要高于其他類型焊口。由于焊接成型難度大、射線檢測(cè)評(píng)判困難、幾何形狀突變易引起應(yīng)力集中等原因,發(fā)生脆性斷裂從而出現(xiàn)延遲裂紋的可能性高于其他。因此,彎頭變壁返修口特性環(huán)焊縫、閥室區(qū)段、施工機(jī)組分布等因素也具有參考性,可作為環(huán)焊縫開(kāi)挖驗(yàn)證選口的又一綜合考量依據(jù)。
4 小結(jié)
隨著管道大數(shù)據(jù)的逐步形成,管道安全評(píng)估理念呈現(xiàn)出由數(shù)據(jù)評(píng)估代替風(fēng)險(xiǎn)專家評(píng)估、由工程適用性評(píng)估代替風(fēng)險(xiǎn)評(píng)估的趨勢(shì)[4]。我國(guó)管道早期建設(shè)過(guò)程中遺留的問(wèn)題多,基礎(chǔ)數(shù)據(jù)大都存在不同程度的缺失,后續(xù)需要科學(xué)、有取舍地開(kāi)展開(kāi)挖驗(yàn)證,探索更有效的管道數(shù)據(jù)分析方法。隨著環(huán)焊縫大數(shù)據(jù)挖掘不斷深入,關(guān)聯(lián)因素持續(xù)梳理,環(huán)焊縫排查數(shù)據(jù)也逐步呈現(xiàn)出一定規(guī)律,各類型環(huán)焊縫之間的數(shù)據(jù)差異也愈加明顯,使用環(huán)焊縫缺陷排查數(shù)據(jù)模型實(shí)現(xiàn)精確選口排查將成為一種趨勢(shì)。
參考文獻(xiàn):
[1] 羅金恒,楊峰平,王珂,等. 油氣管道失效頻率及失效案例分析[J].金屬熱處理,2015,40(10):470-474.
[2] 周軍峰. 在役管道環(huán)焊縫風(fēng)險(xiǎn)排查中環(huán)焊縫精確定位方法[J].經(jīng)驗(yàn)交流,2018(04):20-21.
[3] 李立峰,秦小建,王沙廳,等. 某管道環(huán)焊縫開(kāi)裂失效分析[J]. 熱加工工藝,2019,48(3):259-262
[4] 馮慶善. 基于大數(shù)據(jù)條件下的管道風(fēng)險(xiǎn)評(píng)估方法思考[J]. 油氣儲(chǔ)運(yùn), 2014,33(5):457-461.

作者簡(jiǎn)介:丁昱,1983年生,工程師,2006年畢業(yè)于四川大學(xué)電氣信息學(xué)院自動(dòng)化專業(yè),現(xiàn)主要從事管道完整性管理環(huán)焊縫排查工作。聯(lián)系電話:15368668321,155325044@qq.com。
上篇:
下篇:
 甘公網(wǎng)安備 62010202003034號(hào)
甘公網(wǎng)安備 62010202003034號(hào) 
