



沙特阿美公司在役管道焊接技術(shù)與管理研究
來源:《管道保護(hù)》2022年第1期 作者:戚建利 時間:2022-1-18 閱讀:
戚建利
中國石油管道局工程有限公司維搶修分公司
摘要:沙特阿美公司在役管道焊接擁有一套世界先進(jìn)的技術(shù)與管理體系。通過實地對沙特阿美在役管道焊接技術(shù)研究,對其在母材、接頭設(shè)計、預(yù)熱溫度、焊材選型、壁厚等方面的技術(shù)細(xì)節(jié)梳理,總結(jié)了該公司在焊接工藝評定模擬試驗、現(xiàn)場焊接等方面的管理要求。可為執(zhí)行沙特阿美在線焊接作業(yè)提供技術(shù)指導(dǎo),并為完善國內(nèi)在線焊接作業(yè)技術(shù)標(biāo)準(zhǔn)與管理提供借鑒。
關(guān)鍵詞:沙特阿美;在役管道;在線焊接;焊接工藝評定;技術(shù)要求;管理要求
沙特阿美石油公司(簡稱沙特阿美)是沙特阿拉伯王國國家石油公司,總部位于東部省札哈蘭市,是全球規(guī)模最大、利潤最高的綜合石油公司。沙特阿美擁有并運行的管道超過兩萬公里,典型的沙特西東管道系統(tǒng)干線長度約1200公里,其中一條直徑48英寸(1219 mm)和一條直徑56英寸(1422 mm)的管道分別建成于1982年和1992年,隨著后續(xù)升級擴容,該系統(tǒng)已經(jīng)成為沙特石油工業(yè)的基石。沙特阿美的管理體系源于埃克森美孚公司,擁有石油行業(yè)最嚴(yán)苛的質(zhì)量和安全管理體系以及最繁瑣的現(xiàn)場管控程序,其企業(yè)標(biāo)準(zhǔn)分為19大類、5300多個規(guī)范。
2016年,中國石油管道局工程有限公司維搶修分公司成功進(jìn)入沙特市場,成為唯一在沙特阿美開展作業(yè)的國際維搶修隊伍,先后執(zhí)行了西東管道增壓擴容一期、二期工程以及拉斯坦努拉改線工程等大型項目,實現(xiàn)了56英寸(1422 mm)大口徑在役管道焊接、NGL特殊介質(zhì)管道在役焊接等突破。作業(yè)過程中積極對標(biāo)沙特阿美標(biāo)準(zhǔn)與要求,總結(jié)了其焊接標(biāo)準(zhǔn)與管理要點。
1 在役焊接
根據(jù)API 1104中的定義,在役焊接為直接熔敷在運行管道系統(tǒng)管壁上的焊接[1]。管道在役焊接是管道運行狀態(tài)下進(jìn)行管道修復(fù)和改造的重要技術(shù),常用于打補丁、焊套袖、安裝對開三通等維搶修作業(yè)中,是管道維修、開孔封堵等作業(yè)的基礎(chǔ)。
在役焊接主要面對安全和質(zhì)量兩個方面的挑戰(zhàn)。安全方面要避免發(fā)生燒穿;質(zhì)量方面要避免產(chǎn)生氫致裂紋。為此,沙特阿美從焊接工藝設(shè)計、焊接工藝評定試驗、焊工考試、現(xiàn)場施焊、無損檢測等多個方面提出了嚴(yán)格的要求。
2 關(guān)鍵技術(shù)要求
沙特阿美企業(yè)標(biāo)準(zhǔn)(阿美標(biāo)準(zhǔn))中,涉及在役管道焊接作業(yè)的規(guī)范有23項,檢查表格多達(dá)20項。阿美咨詢服務(wù)部門(CSD)負(fù)責(zé)審批公司所有項目的焊接工藝評定,要求在役長輸管道焊接工藝評定主要遵守SAES-W-012、02-SAMSS-006、SAEP-311、AB-036719等阿美內(nèi)部標(biāo)準(zhǔn)以及API 1104、ASME BPVC IX等國際標(biāo)準(zhǔn)。
2.1 焊接工藝評定程序
在準(zhǔn)備進(jìn)行焊接工藝評定時,應(yīng)確認(rèn)現(xiàn)場管道和管件的參數(shù),結(jié)合阿美標(biāo)準(zhǔn)要求編制預(yù)焊接工藝規(guī)程(PWPS),對工藝評定試驗過程進(jìn)行指導(dǎo),待焊接試驗完畢再按照試驗記錄(PQR)和檢測結(jié)果對預(yù)焊接工藝規(guī)程進(jìn)行修正,形成正式的焊接工藝規(guī)程(WPS)指導(dǎo)現(xiàn)場施工。
阿美標(biāo)準(zhǔn)規(guī)定,進(jìn)行機械性能測試的實驗室需經(jīng)過ISO 17025認(rèn)證,并提交認(rèn)證證書至阿美CSD審核確認(rèn)[2];所有陸上管道的焊評都需要進(jìn)行沖擊測試[2];CSD進(jìn)而強調(diào)在搭接角焊縫不能進(jìn)行沖擊測試和拉伸測試的情況下,需要采用其焊接參數(shù)額外完成一項板對板對接焊(材質(zhì)同環(huán)焊縫母材),用于進(jìn)行沖擊和拉伸測試。
2.2 關(guān)鍵變量及要求
手工焊條電弧焊(SMAW)是阿美能夠接受的最常用的在役管道焊接方法。在SMAW焊評制作及現(xiàn)場施工中涉及到的關(guān)鍵技術(shù)參數(shù)主要包括基底金屬、壁厚、接頭設(shè)計、預(yù)熱溫度和焊材選型等。
(1)基底金屬。橫焊縫對接焊的基底金屬為三通的上下護(hù)板,因為有背板而不與在役管道直接融合。阿美標(biāo)準(zhǔn)要求X65及以上材質(zhì)應(yīng)分別進(jìn)行焊接工藝評定,且 X65材質(zhì)焊接工藝評定可覆蓋低于X65等級材質(zhì)[2]。
同時,焊接工藝評定試驗應(yīng)使用同等或更高碳當(dāng)量的母材進(jìn)行[2]。
(2)接頭設(shè)計。全包式管件上下護(hù)板的倒角和坡口形式[3]規(guī)定,上護(hù)板坡口為45°,下護(hù)板無坡口,橫焊縫根部的間隙應(yīng)控制在3.2 mm~8.0 mm之間[3],橫焊縫接頭設(shè)計形式如圖 1所示。
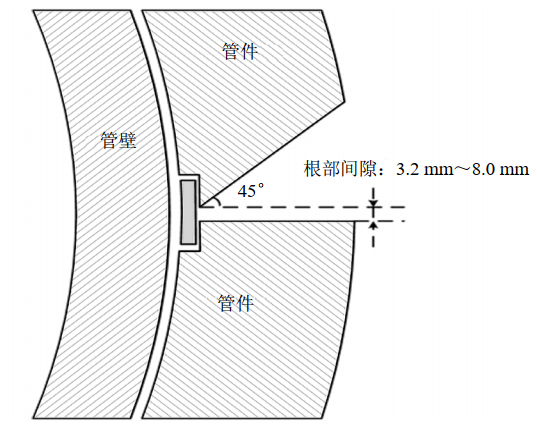
圖 1 橫焊縫接頭設(shè)計
環(huán)焊縫根部的倒角為斜向45°;對610 mm管徑及以下,環(huán)焊縫組對間隙控制在3.2 mm以內(nèi),而660 mm管徑及以上的,組對間隙最大控制在6.4 mm[3],接頭設(shè)計如圖 2所示。
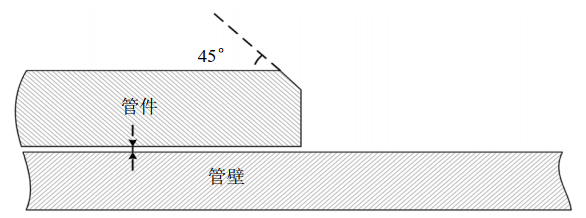
圖 2 環(huán)焊縫接口設(shè)計
另外,環(huán)焊縫可先在管壁上面進(jìn)行預(yù)堆層焊接,其厚度不超過1/3母材厚度或10 mm中的較小值。預(yù)堆層焊接超出規(guī)定厚度的,要取得CSD專項批準(zhǔn),并在預(yù)堆層焊接完畢后進(jìn)行PT或MT檢測[2]。
(3) 預(yù)熱溫度。阿美標(biāo)準(zhǔn)推薦的橫焊縫預(yù)熱溫度[2]如表 1所示,需結(jié)合對全包管件壁厚的要求[3]。
表 1 橫焊縫預(yù)熱溫度
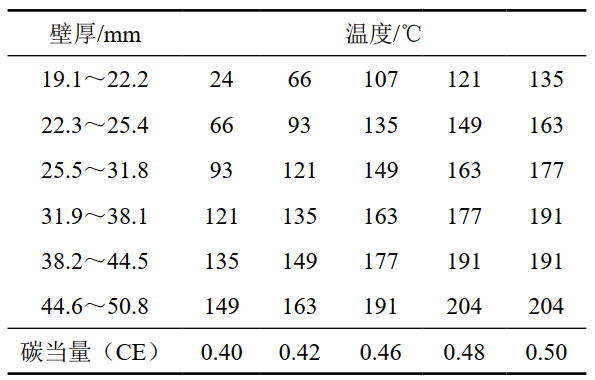
鑒于介質(zhì)流動情況下管壁預(yù)熱溫度較難提升,阿美標(biāo)準(zhǔn)規(guī)定可不考慮角焊縫預(yù)熱溫度限制,但至少不低于10℃[2]。
(4)焊條選型。阿美標(biāo)準(zhǔn)規(guī)定在役焊接一般采用低氫堿性焊條而不用纖維素焊條,不同鋼材等級管道應(yīng)選擇的焊條最低抗拉強度[2]如表 2所示。
表 2 焊條選用最低抗拉強度要求
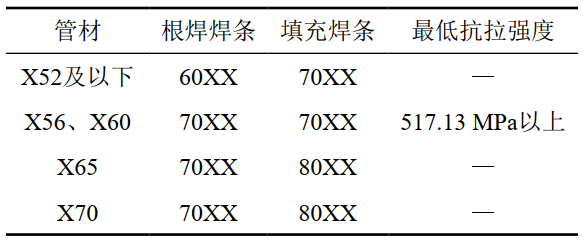
其中,壁厚小于6.4 mm的管道,為避免燒穿風(fēng)險,根焊和預(yù)堆層焊接應(yīng)使用2.4 mm或更小直徑的焊條,后續(xù)焊道可使用3.2 mm或以上直徑的焊條,但最大直徑不能超過4.0 mm[2]。
(5)壁厚。在役管道焊接允許的最小管道壁厚為5.0 mm[4],因此壁厚較薄的管道應(yīng)嚴(yán)格控制焊接參數(shù),限制熱輸入以防止管壁燒穿;但較低的熱輸入又增加了氫致裂紋產(chǎn)生的可能性,因此應(yīng)綜合考慮熱輸入?yún)?shù)。
3 現(xiàn)場焊接管理
3.1 作業(yè)程序與要求
從作業(yè)許可著手加強對在役焊接的現(xiàn)場作業(yè)管理。根據(jù)規(guī)定,現(xiàn)場動火作業(yè)需取得由運行部門(OID)專門人員(Issuer)簽發(fā)的動火作業(yè)許可[5],需要檢查作業(yè)文件批復(fù)、資源配備、安全措施、焊工持JCC卡等是否符合規(guī)定。
取得作業(yè)許可后,經(jīng)由現(xiàn)場運行人員與總部調(diào)控部門(OSPAS)再次確認(rèn)運行壓力后才可以開始焊接作業(yè)。焊接過程中,焊工應(yīng)全程穿戴好勞保用品并佩戴專用呼吸器,焊接區(qū)域使用防火毯做好保護(hù),現(xiàn)場放置警示標(biāo)志,配備滅火器并安排持證監(jiān)火員。
運行部門(OID)、總部調(diào)控部門(OSPAS)、質(zhì)檢部門(PID)、損控部門(LPD)、安全部門(HSE)及項目PMT團(tuán)隊等共同參與現(xiàn)場管理,互相獨立履行管理職責(zé),部門間協(xié)調(diào)難度較大。
3.2 焊接區(qū)域檢測
根據(jù)初步選定的焊接位置,去除管道外防腐層后,在環(huán)焊縫兩側(cè)各50 mm區(qū)域進(jìn)行連續(xù)UT(超聲)檢測,以確定現(xiàn)場實際剩余壁厚并排除夾層等缺陷。根據(jù)壁厚檢測結(jié)果計算最大允許焊接壓力,當(dāng)其小于當(dāng)前允許壓力時,協(xié)調(diào)運行部門降壓。焊接應(yīng)在UT檢測后的90天內(nèi)完成,否則需要重新進(jìn)行檢測和計算[5]。
焊接管件覆蓋區(qū)域內(nèi)的現(xiàn)有焊道,可在征得公司同意后打磨平滑以方便UT檢測及管件組對[5]。
3.3 焊條烘干與使用
對于低氫型手工焊條,應(yīng)進(jìn)行烘干及保溫[2],相關(guān)規(guī)定如表 3所示。
表 3 焊條烘干保存要求
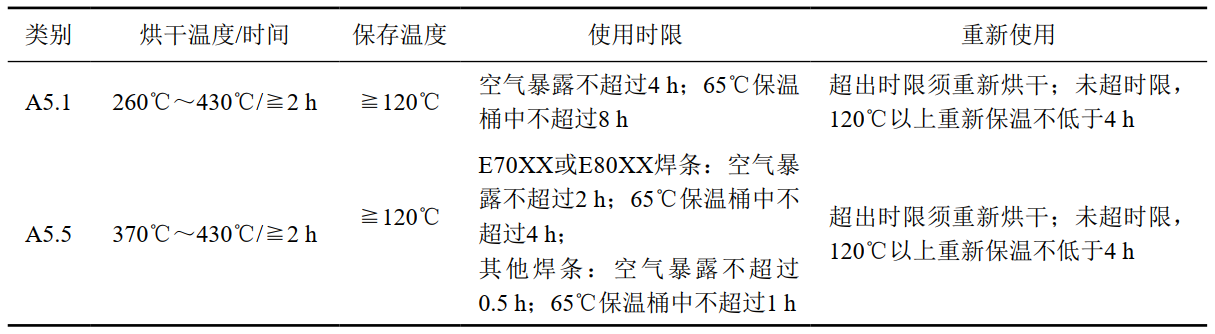
焊工需每天從焊條庫領(lǐng)取烘干的焊條,填寫領(lǐng)取單記錄領(lǐng)取時間,超過4小時未使用的焊條必須歸還入庫。焊條桶運到現(xiàn)場立即插電保溫,焊接時每次只能取一根焊條,取出后蓋嚴(yán)桶蓋。
3.4 無損檢測
阿美標(biāo)準(zhǔn)對在役焊接無損檢測沒有明確要求,但實際操作總會秉持非常審慎的態(tài)度。如CSD一般會要求進(jìn)行延遲檢測和過程檢測。延遲檢測指焊接完成后等待24小時,再對環(huán)焊縫進(jìn)行磁粉檢測、對橫焊縫進(jìn)行超聲檢測,以盡可能發(fā)現(xiàn)延遲裂紋。過程檢測主要指層間檢測,針對壁厚較厚的管件,要求熱焊完成后先進(jìn)行一次磁粉檢測,合格后才能繼續(xù)填充,根據(jù)實際情況可能還會增加填充焊層間檢測。
無損檢測人員應(yīng)持有沙特阿美要求的資質(zhì)證明,非沙特籍人員應(yīng)通過公司或者ASNT的重新考試[6]。至少提前一天申請無損檢測,批準(zhǔn)后經(jīng)阿美PID現(xiàn)場見證,由公司批準(zhǔn)的第三方檢測機構(gòu)實施檢測。
3.5 焊縫強度試驗
針對需要承壓的管件,尤其是全包式管件如開孔三通等,在線焊接完成后應(yīng)進(jìn)行水壓試驗,以確認(rèn)焊縫的強度。按照規(guī)定,此類管件應(yīng)預(yù)留試壓用接口[7]。具體試驗壓力根據(jù)管件形式不同有各自的計算方法。以開孔三通為例,焊道試壓壓力按照試壓時三通內(nèi)部管道承受外壓的公式計算[5]:
Pb=Ph+1.25△P (1)
式中Pb試壓壓力,MPa;Ph主管道運行壓力,MPa;△P最大允許外壓,MPa;根據(jù)ASME SEC VIII D1,UG-28計算所得。
為保證試壓安全可靠,開孔封堵補強計算書規(guī)定[8],最終三通焊道承壓測試值為Pb、三通法蘭壓力測試限制值、三通壁厚壓力測試限制值中的最小值[5],穩(wěn)壓時間至少1 h[9]。
4 結(jié)論
本文結(jié)合沙特阿美標(biāo)準(zhǔn)要求,重點總結(jié)了其在焊接規(guī)程設(shè)計、現(xiàn)場施焊兩個環(huán)節(jié)中嚴(yán)于國內(nèi)標(biāo)準(zhǔn)或者國內(nèi)標(biāo)準(zhǔn)中沒有的相關(guān)要求。如通過控制前期焊接設(shè)計及焊評試驗來保障在役管道焊接的本質(zhì)安全和質(zhì)量,輔以現(xiàn)場作業(yè)過程繁瑣的監(jiān)控及檢測試驗手段,降低燒穿和裂紋等風(fēng)險的發(fā)生概率,最終確保焊接質(zhì)量。在具體實施中,通過標(biāo)準(zhǔn)規(guī)范、部門分工、監(jiān)督檢驗等手段搭建了一個責(zé)權(quán)明晰且互相制約的管理體系,能夠細(xì)化對作業(yè)隊伍的管控,從而保障相關(guān)標(biāo)準(zhǔn)要求的落實。這些做法和經(jīng)驗值得我們學(xué)習(xí)借鑒。
參考文獻(xiàn):
[1]API 1104. Welding of Pipelines and Related Facilities[S]. American Petroleum Institute, 2015.
[2]SAES-W-012. Welding Requirements for Pipelines[S]. Saudi Aramco Engineering Standard, 2016.
[3]02-SAMSS-006. Hot Tap and Stopple Fittings[S]. Saudi Aramco Materials System Specification, 2016.
[4]SAEP-311. Installation of Hot Tap and Stopple Connections[S]. Saudi Aramco Engineering Procedure, 2018.
[5]GI-0002.100 Work Permit System[S]. Saudi Aramco General Instructions, 2016
[6]SAEP-1142. Qualification of Non-Saudi Aramco NDT Personnel[S]. Saudi Aramco Engineering Procedure, 2014.
[7]AB-036719-001. Reinforcement of Welded Branch Connections[S]. Saudi Aramco 2634 ENG, 2009.
[8]SA-7627. Hot Tap/ Reinforcement Data and Calculation Sheet [S]. Saudi Aramco 2634 ENG, 2009.
[9]32-SAMSS-004. Manufacture of Pressure Vessels[S]. Saudi Aramco Materials System Specification, 2015.

作者簡介:戚建利,1984年生,工程師,2004年本科畢業(yè)于中國石油大學(xué)(華東)信息與計算科學(xué)專業(yè),2016年工商管理碩士畢業(yè)于中國石油大學(xué)(北京)工商管理專業(yè),現(xiàn)主要從事油氣管道維搶修工程項目管理工作。聯(lián)系方式:0316-2175509, qijianli@cnpc.com.cn。
上篇:
下篇:
 甘公網(wǎng)安備 62010202003034號
甘公網(wǎng)安備 62010202003034號 
